
销售经理:唐 13989351008
技术经理:孙 13567474001
地址:浙江省宁波市奉化区溪口镇诚信路7号
传真:0574-88888287
邮箱:1061133938@qq.com

铝型材具有优良的铸造性能。适用的合金和适用的铸造方法可根据其用途、零件形状、规格精度、数量、产品芜湖高品质质量标准、机械性能等各个层次的标准和经济效益来确定。用于铸造铝合金发动机气缸体,离合器壳体,后精铸件厂家桥,转向轴,变速器,配气机构,高压油泵,水泵,摇臂盖,车轮,发动机机架,制动钳,液压缸,制动盘等非发动机部件。铝铸件一般采用金属型铸造,根据零件的不同将有数种不同的砂芯,结构简单的可不用砂芯。铝铸件分重力铸件和低压铸件(高压)。一般采用重力压铸和低压压铸,而高压压铸不允许砂芯存在。铝合金不适于注塑成型,一般用于塑件。

铝制铸芜湖高品质件的变形是由铸造应力引起的,铝制铸件的外观、尺寸与型式不一致,其原因很简单,由于上下厚差大,冷却时温差较大。岭快,收拢快因为梁是上下连接的,梁的厚度不仅因为温度下降而收缩,而且还因为精铸件厂家薄压缩而增大。相反,薄板的收拢减小了收拢,导致厚度的收拢大于厚度,铸铝虚线的弯曲说明梁中存在较大的热应力。铝制铸件的典型弯曲变形是床身,这是由于床身导轨面较厚,其余部分较薄所致,通过建立反向变形铸造工艺来克服冷却速度不均匀和弯曲变形。
铝制件不仅能有效地提高模腔表面层的加工质量,而且能避免模腔表面层因应力集中而导致开裂,当模腔表面层因应力集中而开裂时,对凹模进行合理的抛光和研磨,使凹模的光洁度低于0.8μm。让我们共同来芜湖精铸件理解铝铸件的预热要求:铝型材在生产风叶槽电火花破孔电极时,将电极附近的尖棱修圆到1.5mm—2mm,保证电加工后模具凹模不会出现斜角过渡,防止模具斜角开裂不起作用。科学合理、规范应用铸铝模具,辅以严格的维修管理,将增加其使用寿命。铝合金铸件在使用前必须预热铸铝模使用前应精铸件厂家预热至一定温度,预热可增加模具使用期,预热可采用电器或高频加热,加热温度控制在250℃—300℃,保温0.5h左右即可采用禁止使用熔融金属(铝水)直接预热的模具,因为冷态模具直接与灼热的液态金属接触,必然受到热冲击的影响,从而产生热侵蚀,加速热疲劳造成的龟裂和剥落。

然而,近年来,普通模具(绿色模具)方法生产的绿色砂的产量有所增加。现代绿砂以膨润土(包括系列、系列、活化系列)为粘结剂,添加适量淀粉。由于铝铸件的生产,煤粉对溃散性有较高的要求。一般以系列膨润土为基础,添高品质精铸件加适量系列膨润土,或以三种膨润土或比例混合表为粘结剂。传统的湿法成型是手工成型,生产率低,不能满足现代大规模工业化生产的要求。但目前如果采用自动成型通过湿法成型生产铝铸件,虽然初期投入比较大,但由于其运行维护成本低、生产效率高、设计变更更灵活等优势,在铝铸件生产中的份额呈上升趋势。近年来,气动成型机大大提高了模具的尺寸精铸件厂家精度,有利于生产更复杂的1、2壳铸件。考虑到壳体铸件尺寸精度高,表面光滑,用作高压铸造的型芯时,其变形和收缩率在80%以下,在铸铝过程中,壳体铸件(型芯)应用广泛。然而,对于铝铸件中使用的所有砂型和型芯,

铝铸件在生产过程中,很容高品质精铸件易发生氧化这一问题。为避免铝铸件氧化问题,可采取高压、高电流密度冲击法、表面磨削法等有效措施。在这种情况下,高压、高电流密度冲击法通常是在已经氧化的铝铸件上,铸件氧化的初始阶段进行。有的朋友可能还会有这样的问题,铝铸件如果要在高温下喷漆,该怎么操作比较好?精铸件厂家对于铝铸件,如采用高温涂装,具体操作如下:先将基材脱脂,然后喷砂,除去材料表面的氧化层,以及损坏的底漆等,或者用电动工具对其进行处理。然后,用高压空气进行清洗,以除去铝铸件表面的灰尘和污物。通过这种方式,可以进行涂装作业,取得良好的涂装效果。

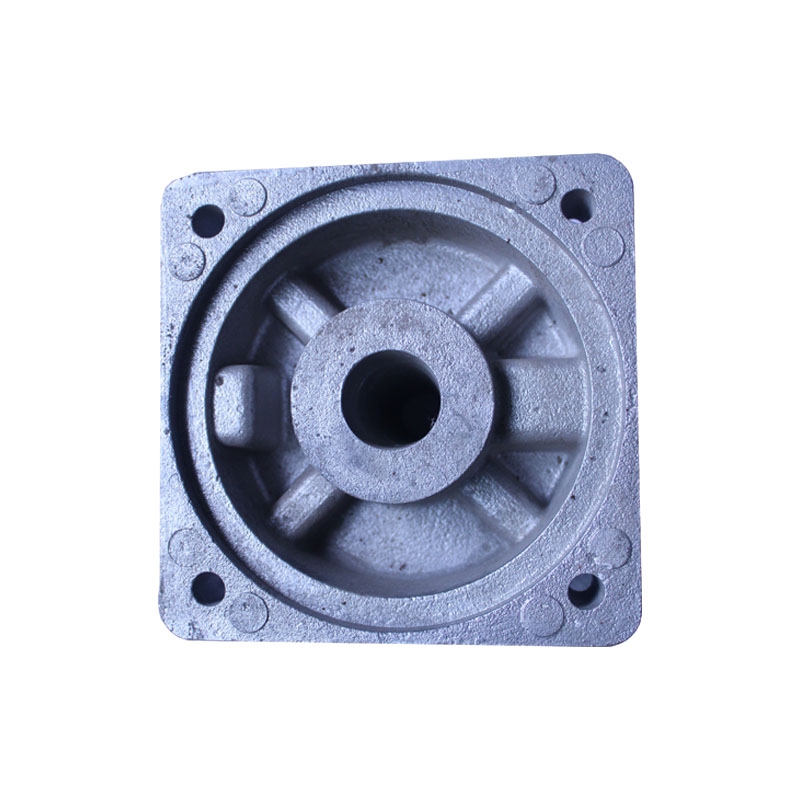
铝型材铸件芜湖高品质采用铸造工艺生产纯铝或铝合金器件。砂型或金属型通常用来将被加热到液态的铝或铝合金浇注到型腔内,从而获得各种形状和尺寸的铝或铝合金零件,这就是一般所说的铝铸件。铝制铸件密度较低,比强精铸件厂家度较高,而铸铁和铸钢较高。所以在相同载荷下选择铝铸件,可以减轻铸件的重量。因而铝铸件在航空工业、动力机械、交通机械等领域得到广泛应用。因为金属铝和铝合金有很好的流动性和塑性,在压力压铸机上进行铸造加工,铝铸件可制成更复杂的形状,也可制作出更高的精度和光滑度,从而大大减少了铸件的加工量和铝或铝合金的铸造余量,不仅节省了电力、金属材料,而且节省了人力成本。






