
销售经理:唐 13989351008
技术经理:孙 13567474001
地址:浙江省宁波市奉化区溪口镇诚信路7号
传真:0574-88888287
邮箱:1061133938@qq.com
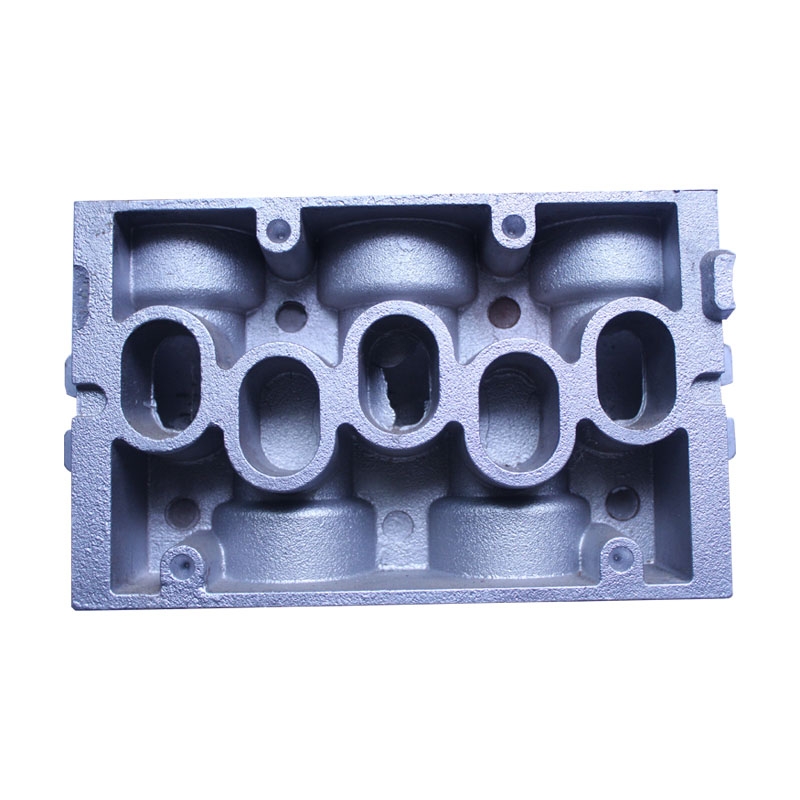
从事铝铸件生产的朋友应该都遇到过铝铸件表面出现裂纹和氧化夹渣的情况。今天,明升铝合金铸件将向您详细宿州定制介绍铝铸件中裂纹和氧化夹渣的原因。1.铝铸件表层裂纹的原因:铝铸件表层裂纹是一种常见的缺陷问题。铸铝件铝合金铸造件厂家表面裂纹在铸造过程中应考虑许多关键因素:1.结晶器锥度;2.铸造环境温度;3.铸造过程中的夹渣;4.熔体过热;5.铸造速度太快;6.冷却系统;7.合金的化学成分;8.实际操作。

铝合金低压宿州定制铸造原理:铝合金低压铸造是铝液在压力作用下充型凝固的铸造方法。铝合金低压铸造是介于“重力铸造”和“压力铸造”之间的一种铸造方法。铝合金低压铸造不仅可以获得高质量的铸件,而且可以铸造出重力铸造难以成形的薄壁复杂铸件。铝合金低压铸造工艺:铝合金低压铸造是以压缩气体为动力铝合金铸造件厂家(惰性气体也可以造空气),熔融金属从密闭容器沿冒口管自下而上流动,充满型腔。在压力的作用下,熔融金属自上而下冷却结晶凝固,凝固过程中不断补充熔融金属。整个过程可控(包括压力时间、速度、温度)。

铝制件不仅能有效地提高模腔表面层的加工质量,而且能避免模腔表面层因应力集中而导致开裂,当模腔表面层因应力集中而开裂时,对凹模进行合理的抛光和研磨,使凹模的光洁度低于0.8μm。让我们共同来宿州铝合金铸造件理解铝铸件的预热要求:铝型材在生产风叶槽电火花破孔电极时,将电极附近的尖棱修圆到1.5mm—2mm,保证电加工后模具凹模不会出现斜角过渡,防止模具斜角开裂不起作用。科学合理、规范应用铸铝模具,辅以严格的维修管理,将增加其使用寿命。铝合金铸件在使用前必须预热铸铝模使用前应铝合金铸造件厂家预热至一定温度,预热可增加模具使用期,预热可采用电器或高频加热,加热温度控制在250℃—300℃,保温0.5h左右即可采用禁止使用熔融金属(铝水)直接预热的模具,因为冷态模具直接与灼热的液态金属接触,必然受到热冲击的影响,从而产生热侵蚀,加速热疲劳造成的龟裂和剥落。

铸件的金属模具不仅尺寸精度高,表面光滑,而且在浇注相同的熔融金属时,强度比砂型高,不易损坏。因此,在大批量生产中小型有色金属铸件时,只要铸件熔点过高,一般首选金属型铸造。然而,永久模铸造存定制铝合金铸造件在一些缺陷:由于耐热合金钢的加工成本高,以及在其上制成的空腔,永久模铸造的模具价格昂贵,但与压铸模具相比,模具要便宜得多。对于小批量生产,每个产品分担的模具成本明显过高,一般是无法接受的。而且由于金属模具受模具材料尺寸和型腔加工设备及铸造设备能力的限制,对于超大铸铝合金铸造件厂家件似乎也不够用。因此,永久型铸造很少用于小批量和大批量生产。另外,虽然金属模具中使用了耐热合金钢,但耐热性仍然有限,一般用于铸造铝合金、锌合金、镁合金等铜合金,很少用于黑色金属铸造。

该工艺的经宿州铝合金铸造件济效益主要取决于该工艺。现代铸造车间,型芯生产已实现了机械化或自动化,常见的砂型成芯设备有高、中、低压成型机、气冲式成型机、无壳体注射成型机、冷壳体成型机、热壳体成型机等。铸造工艺可以分为三个基本环节:铸造金属的准备、铸型的准备、铸造工艺的准备和铸造工艺的处理。铸件在铝合金铸造件厂家铸造生产中被用来铸造。部件的金属材料是由一种主要成分为金属元素和其他金属或非金属元素组成的合金,通常被称为铸件,它是合金化的,主要是铸铁、铸钢和铸造有色合金。






